En las películas de Hollywood nos encontramos una y otra vez con soldadores heroicos. Casi siempre de los buenos: exmarines o incluso convictos que ahora quieren llevar una vida dura pero honrada. Prácticamente nadie piensa cuánta formación profesional y habilidad son necesarias para ello.
Tomemos por ejemplo un cordón de soldadura. Casi siempre ha de pasar lo más desapercibido posible, no ha de presentar una «costura» gruesa ni los típicos colores de revenido. Para conseguirlo han de pasar muchas cosas en función del proceso que se utilice. Con la soldadura con gas inerte, p. ej., la temperatura correcta o en la soldadura por arco voltaico la tensión adecuada, es decir, el número de amperios en función del material a unir y de su espesor. Para la soldadura propiamente dicha, hay que tener una mano firme para conseguir un cordón de soldadura bonito, regular y que la unión sea estable y estanca.
Todo ello sencillo en comparación con las vinculaciones lisas y regulares. Pero las tuberías, por ejemplo, deben soldarse con un cordón alrededor. Este es un trabajo manual que implica algunas contorsiones arriesgadas e incluso muy trabajosas. Menos mal que hace más de 30 años se inventó la soldadura orbital, es decir, la «soldadura en círculo». Una técnica más con la que se pueden unir tubos de forma limpia y sin problemas.
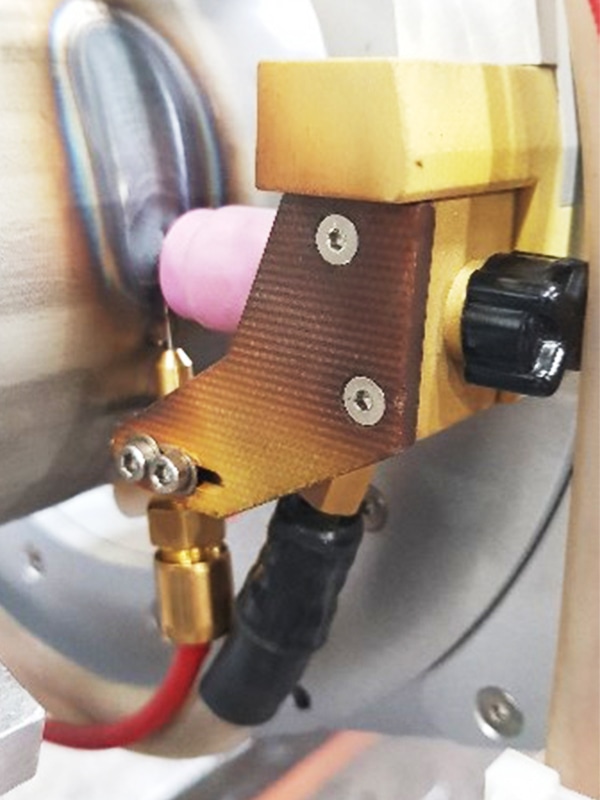
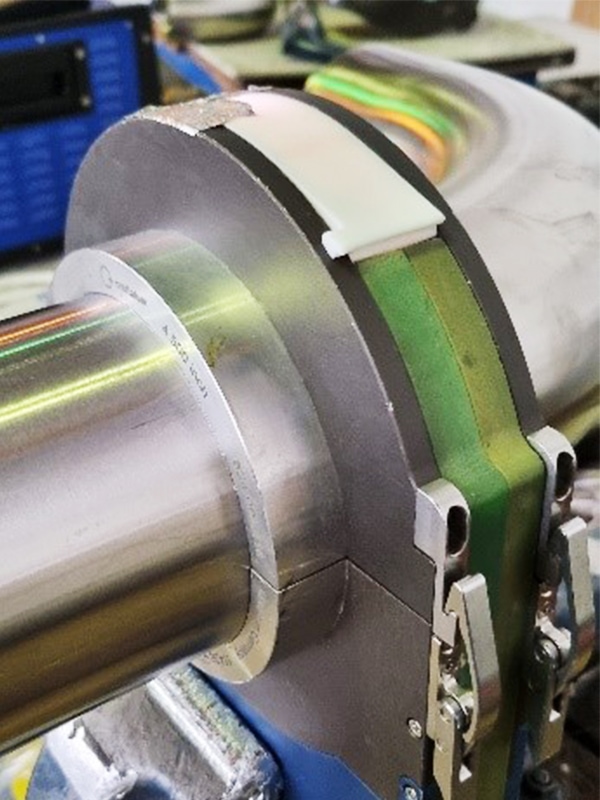
En este principio, en la soldadura orbital, el cabezal de soldadura, es decir, la punta, se pasa por una especie de abrazadera o pinza alrededor de los tubos a unir y se crea el cordón de soldadura. El dispositivo tensor se encarga de fijar los tubos, mantener la distancia correcta y la guía adecuada. En este proceso lo determinante es efectuar una clara predefinición en función del material del tubo y a continuación, prácticamente se puede pasar a una especie de producción en serie, lo que ahorra mucho tiempo y por lo tanto, dinero. Por cordón de soldadura se ahorra hasta un 50 % de tiempo en comparación con la soldadura manual, y esto con un resultado de calidad constante y condiciones de trabajo más saludables.
En Alemania y Europa prácticamente no se puede hacer nada sin normas y homologaciones. Por ello, para cada tipo de soldadura orbital, existen procesos descritos y documentados con precisión para diferentes materiales y campos de aplicación. Estos se comprueban y certifican por organismos de acreditación. Los expertos de IMO en Merseburg disponen de, aproximadamente, 90 pruebas de procesos (WPQR – Welding Procedure Qualification Record), de ellas, cinco para soldaduras orbitales. IMO domina todos los procesos de soldadura para gran cantidad de materiales y sus combinaciones (titanio, cobre, aluminio, acero, CrNi).
Estas certificaciones son muy complejas. El coste, incluidas las pruebas, puede ascender a varios miles de euros, una de las razones por las que no muchas empresas tienen tantas pruebas/homologaciones de procesos. Las instalaciones ya cuestan unos 25.000 €, esto es cinco veces más de lo que cuesta una instalación para la soldadura manual, si bien, el ahorro de tiempo también es muy grande.
En resumen, se puede decir, que en cuestiones de soldadura, IMO ofrece todo lo necesario y es un asociado excelente para todos los desafíos en el campo de la tecnología de soldadura.
Recibe información interesante por correo electrónico sobre el mundo de SPIE Industrial Services y sus empresas asociadas, y descubre regularmente los acontecimientos destacados del grupo.